











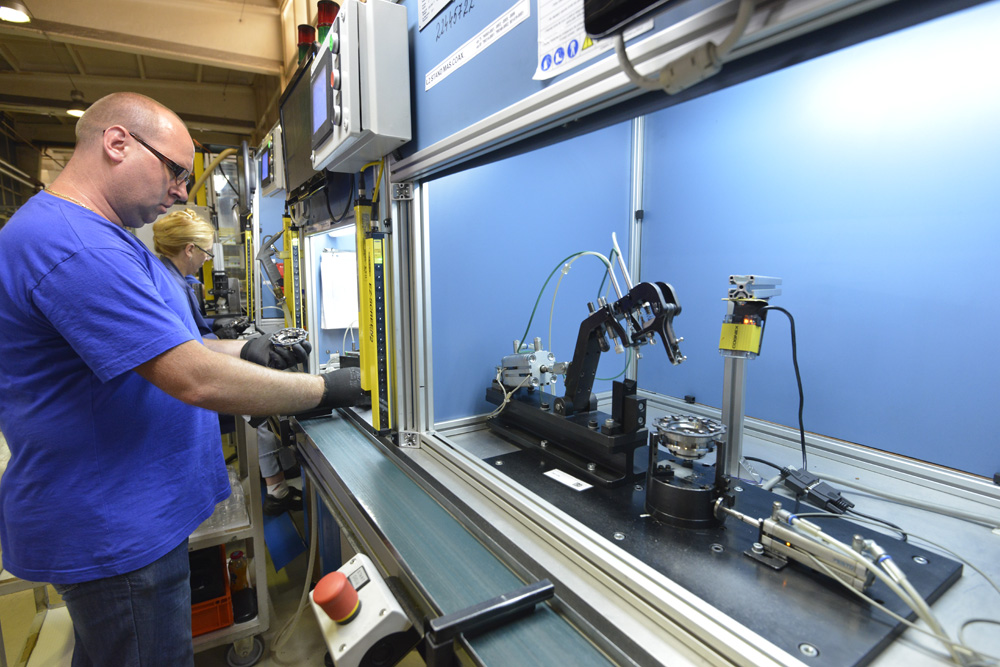
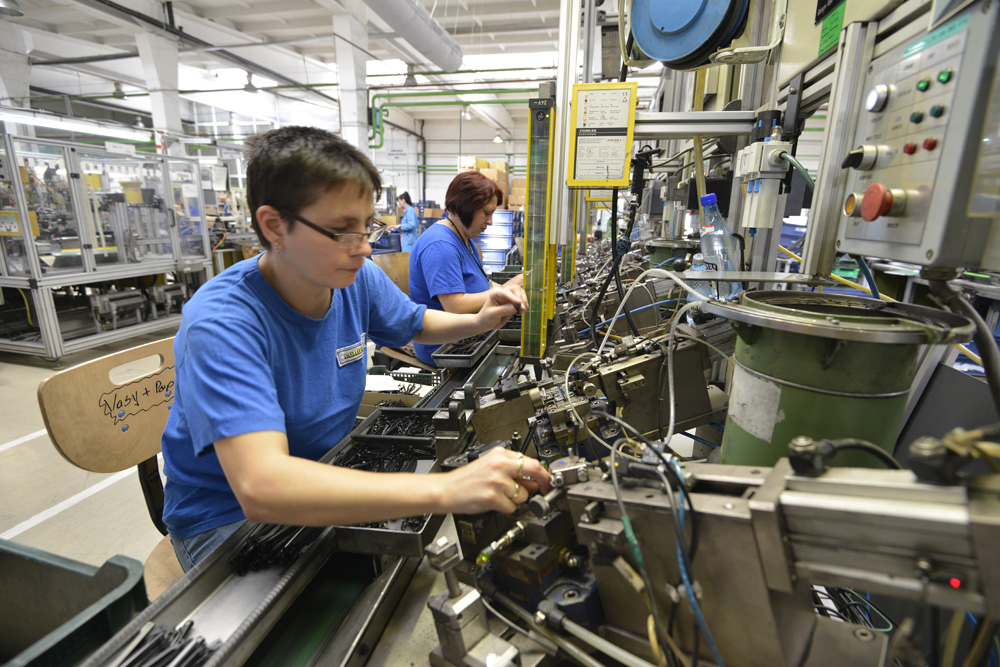
Parts for turbocharger assembly
We assemble three families of parts: central carter,, nozzle rings and insert nozzle rings on mounting stands or automated lines, some of which were designed in Compa . Assembly is made in conditions of great accuracy (max. 2.1 mg impurity / part) in controlled environment halls.
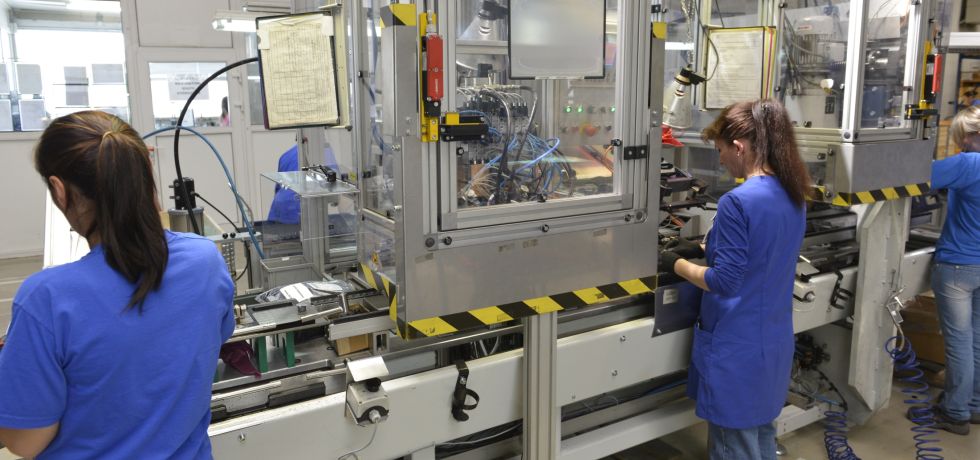
Central carter assembly: washing, components assembly, pressing and plasma welding, operations performed on stands or semi-automatic lines with conveyor belt and traceability marking, equipped with process parameters control systems and Poka – Yoke systems.
Mounting nozzle rings: is done on a line with two workstations performing the operations of, assembly components , automatic plasma welding and packaging.
Mounting nozzle rings Insert: is produced on two semi-automatic lines with conveyor belts, performing the operations of washing, marking, riveting, pressing, automatic plasma welding , and packaging. Assembly line is equipped with control systems of process parameters (automatic measurement) and isolation of nonconforming parts is done automatically. Traceability of parts is done by laser markings..





Assemblies of windshield wiper mechanism
Permanent assembly of wiper blades and arms by riveting or crimping operations. Assembly operations are made on manual or semi-automatic assembly lines.
Wiper blade assembly
- Manual assembly line for blades: 6 workstations
- every station assembles new components
- transport belt between operations
- stations are equipped with Poka Yoke systems
- roll riveting or crimping
- Semi-automatic assembly line for blades: 5 workstations
- every station assembles new components
- stations equipped with Poka Yoke (occupancy sensors)
- line detects the absence of components and separate them automatically for good parts
- riveting by crimping
Wiper arm assembly
- Manual assembly line for arms: 5 workstation
- every post assembles new components
- transport belt between operations
- stations are equipped with Poka Yoke systemse
- Manual line (cell type) for mounting arms: 3 workstations
- every post assembles new components
- transfer between stations “one piece flow” .
- stations are equipped with Poka Yoke systems



Parts from the steering system
Lower steering column shaft assembly and adjustment of product functional parameters.
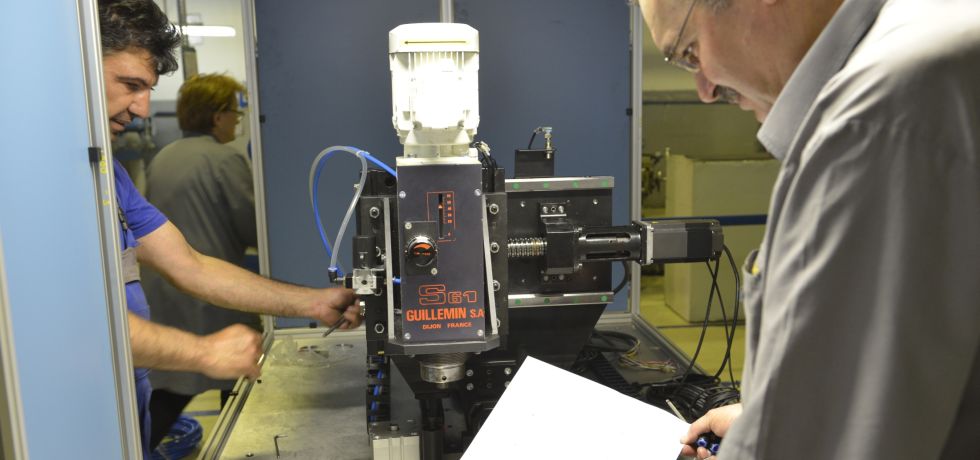
- Mounting is performed on two cells with stations designed and executed by Compa IT, which is made by pressing / MIG-MAG welding, imprinting, sliding, marking, conservation and packaging.
- Adjustable process parameters are continuously monitored and their values processed by computer, determine product compliance.
- Cells are equipped with Poka Yoke systems and are based on proximity sensors.
Injector body parts
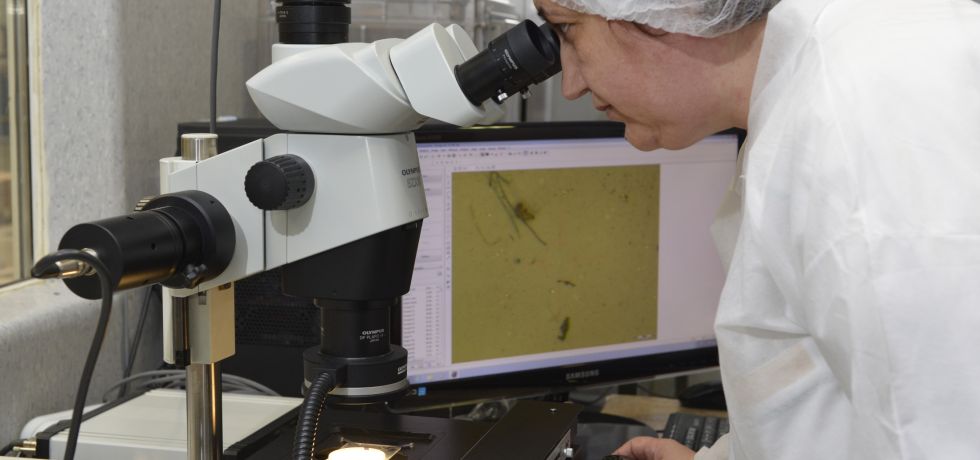
- Assembly is done on 3 assembly cells that work in controlled environment halls, ensuring the highest standards for accuracy.
- First operations executed are washing of class 4 accuracy, pressing filter components and nipple, final wash in class 1.2 accuracy ( pressures above 300 bar ), marking, optic fiber and cameras control, packaging.
- Adjustable process parameters and digital display, compliance is determined by the equipment.
- Cells are equipped with Poka Yoke systems confirming isolation of non-compliant parts.